

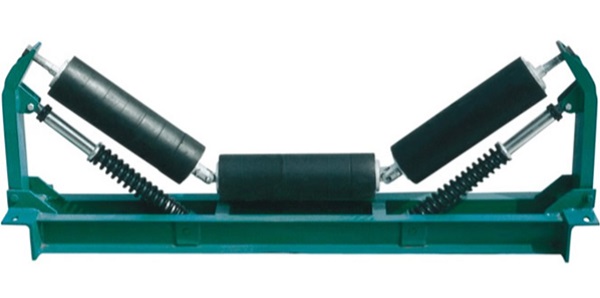
АРоллер Группаявляется основным компонентом конвейера ремня, ответственным за поддержку конвейерной ленты и снижение сопротивления бега. Качество его сборки напрямую влияет на стабильность, срок службы и эксплуатационный шум конвейера. Следующие подробности. Ключевые точки сборки роликовой группы из четырех измерений: препарат до сборки, процесс сборки основной сборки, чтобы обеспечить стандартизированный и эффективный процесс сборки.
1. Подготовка к сборке: заложить фундамент и избежать рисков
Перед сборкой три основных задачи - «Инспекция материала, подготовка инструментов и очистка окружающей среды» - должны быть выполнены, чтобы избежать повторной работы или качественных опасностей, вызванных предварительными упущениями.
1.1 Подсчет материалов и проверка качества
● Проверьте основные компоненты роликовой группы один за другим: ролики (включая роликовые тела, корпусы подшипников, подшипники и масляные уплотнения), кронштейны, валы, застежки (болты, гайки, шайбы) и т. Д. Убедитесь, что количество соответствует рисункам, без отсутствующих или неправильных деталей.
● Скрининг качества ключевых компонентов:
◆ ролик: нет ударов, деформации или ржавчины на поверхности; Единая толщина стенки (точечная проверка с суппортом доступна); Корпуса подшипника на обоих концах прочно сварены (нет ложной сварки или трещин).
◆ Подшипники: гибкое вращение без запуска или аномального шума; неповрежденные крышки уплотнения (для предотвращения въезда пыли и масла); Модели соответствуют чертежам (например, подшипники Deep Groove Ball 6204, 6205).
◆ Кроншеты: материал соответствует требованиям (в основном Q235 Steel); Нет заусенцев или деформации в сварке; Точное положение монтажных отверстий (диаметр отверстия соответствует болтам с ошибкой ≤ 0,5 мм).
1.2 Подготовка инструмента и вспомогательного материала
● Основные инструменты: крутящий ключ (критический для обеспечения крутящего момента затягивания болта соответствовал стандартам), регулируемый гаечный ключ, шестиугольный гнездо, гаечный ключ, суппорт (для измерения размеров), манометр FEREER (для измерения зазоров), резиновый молот (чтобы избежать повреждения компонентов от жестких ножниц), инструменты для установки (например, Sleeve, Prameve; DirectOcking On Bearing Inneryniting Intrinting Intrinting Intrintion IntriTytiniting IntriTyniting IntriTyniting IntriTyniting IntriTytiniting Innynyniting intorinting inyriting inynet speainting owniting inyner
● Вспомогательные материалы: смазка (соответствующая подшипникам, таким как смазка на основе лития № 2, используется для смазки подшипников), ингибитор ржавчины (опрыскивается на сварочные соединения кронштейнов после сборки), чистка ткани (для вытирающих пятен масла и пыли на компонентах).
1.3 Требования к среде сборки
● Сайт должен быть плоским и сухим, избегая влажных сред (для предотвращения ржавчины компонентов) и пыльных сред (чтобы не допустить попадания примесей в подшипники).
● Защитные прокладки (например, резиновые прокладки, деревянные доски), чтобы предотвратить царапины на роликовом корпусе, вызванное прямым контактом с землей.
2. Процесс сборочного процесса основной работы: работайте в последовательности и обеспечивайте точность
СборкаРоллер ГруппаСледует следовать последовательности «Сначала соберите роликовый блок → затем собрать кронштейн →, наконец, исправить и проверить». Точность должна контролироваться на каждом шаге, чтобы избежать смещения компонентов.
Шаг 1: Сборка роликового блока (ядро ядра)
Ролик - это «единица исполнения» роликовой группы, состоящей из роликового корпуса, подшипников, вала и масляного уплотнения. Во время сборки сосредоточиться на обеспечении «гибких подшипников и надежного герметизации».
1.1 Сборка подшипников и корпусов подшипников
Во -первых, нанесите небольшое количество смазки на внутреннюю стену корпуса подшипника (тонкий слой, покрывающий внутреннюю стенку, достаточно; чрезмерная смазка может привести к нагреву подшипника).
● Используйте пресс, чтобы плавно нажать подшипник в корпус подшипника (точка применения силы находится на внешнем кольце подшипника; нажатие внутреннего кольца запрещено). Убедитесь, что нет разрыва между подшипником и корпусом подшипника (доступен проверка с помощью знакомства с зазором ≤ 0,05 мм).
● Установите масляное уплотнение: встройте масляное уплотнение (в основном двойное масляное уплотнение) в канавку корпуса подшипника. Убедитесь, что масляное уплотнение плотно прикреплено к внешнему кольцу подшипника без отклонений (для предотвращения утечки смазки или входа в пыль во время работы).
1.2 Сборка вала и роликового корпуса
● Пропустите вал (с гладкой поверхностью и без заусенцев) через внутреннее кольцо подшипника на одном конце роликового корпуса и осторожно подтолкните его к внутреннему кольцу подшипника на другом конце. Убедитесь, что вал полностью прикреплен к внутреннему кольцу подшипника (без ослабления).
● Испытание на вращение роликового корпуса: вращайте ролик вручную; Он должен вращаться гибко без запуска или аномального шума, а инерция вращения должна быть равномерной (нет «заикания»). Если есть заклиние, разобрать и проверить, установлен ли подшипник в обратном направлении или есть ли примеси.
Шаг 2: сборка роликового блока и кронштейна
Кронштейн - это «рамка поддержки» роликовой группы. Необходимо обеспечить точное положение роликового блока на кронштейне, чтобы избежать отклонения конвейерной ленты.
2.1 позиционирование роликового блока
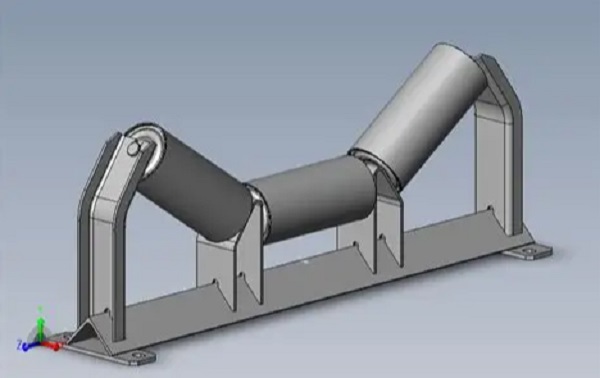
● Согласно требованиям чертежей, поместите собранные роликовые единицы (одна группа роликов обычно содержит 2-5 роликовых единиц; например, «параллельная группа роликов» содержит 3 единицы, а «корыточная группа» содержит 2 боковых роликов + 1 средний ролик) в монтажные канавки.
● Особое внимание следует уделять группе с желобами: угол между боковыми роликами и средним валиком (обычно 30 °, 35 °, 45 °, в соответствии с требованиями чертежа) должен быть измерен с помощью углового линейка, с ошибкой ≤ 1 ° (угловое отклонение приведет к невыразимой силе на поясе конвейера, легко приводя к отклонению).
2.2 Фиксация болта
● Пропустите болты через монтажные отверстия кронштейна и отверстия для корпуса подшипника роликового блока, положите на шайбы (плоская шайба + пружинная шайба, чтобы предотвратить ослабление) и сначала затяните гайки вручную.
● Используйте крутящий ключ, чтобы затянуть болты в соответствии с крутящим моментом, указанным в чертежах (например, крутящий момент для болтов M10 обычно составляет 25-30 Н. м, а для болтов M8-15-20N · м). Чрезмерный крутящий момент (который может вызвать разрыв болта) или недостаточный крутящий момент (который может вызвать ослабление во время работы) запрещено.
● Последовательность затягивания: затяните симметрично (например, 4 болта должны быть затянуты в «диагональной последовательности», чтобы избежать деформации кронштейна).
Шаг 3: Общая проверка и корректировка
После сборки проведите общую проверку для своевременного исправления:
● Используйте уровень для обнаружения нижней поверхности кронштейна: убедитесь, что кронштейн является горизонтальным (горизонтальное отклонение ≤ 0,5 мм/м). Если он склонен, отрегулируйте прокладки (поместите прокладки на дне кронштейна; принудительное изгиб кронштейна запрещено).
● Проверьте параллелизм роликовых единиц: боковые ролики впадиныРоллер ГруппаДолжен быть симметрически распределен по обеим сторонам среднего ролика, с ошибкой параллелизма ≤ 0,3 мм/м (обнаружение методом нажатия веревки: потяните прямую линию на обоих концах роликов и измерьте разность расстояний между роликами и прямой линией).
● снова поверните все ролики: убедитесь, что все ролики гибко вращаются без «индивидуального запуска». Если есть заклинивание, разобрать и проверить сборку подшипников или валов.












